
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем. Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ. Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.
Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр. Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Это интересно: Замена ремня ГРМ на Hyundai Getz собственными силами: фото и видео
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
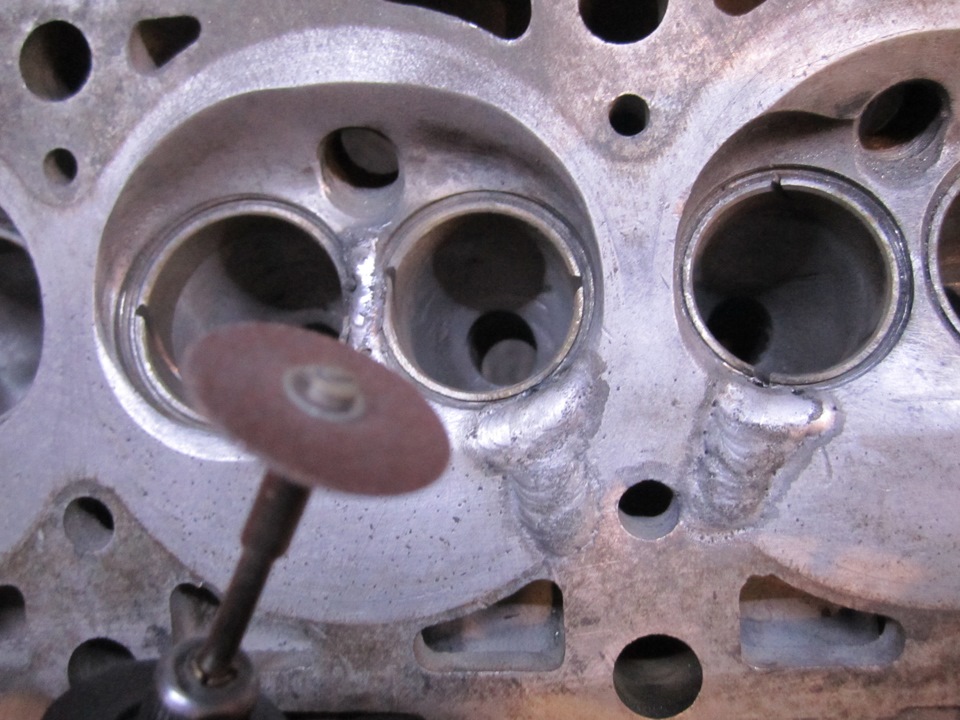
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Процесс замены клапанов ГБЦ

Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя.Некоторые используют дедовский метод. Для этого необходимо:
- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
- установить свечник или высокую головку с диаметром меньше, чем у шайбы фиксированной сухарями;
- резко ударить молотком по тарелке таким образом, чтобы пружина оказалась сжатой до размеров сухаря; это спровоцирует его выскочить.
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
В процессе главное — не увлечься и не снять слишком большой слой металла. Также не следует интенсивно давить на дрель, это приводит лишь к перегреву и затруднению самой обработки. Перед работой головку шарошки рекомендуется смазывать специальным смазочным составом, чтобы снизить интенсивность износа.
Приобретение нового набора клапанов необходимо при полном уничтожении детали (иногда такое случается) или деформации стержня. Теоретически погнутый стержень можно выпрямить, но затраченные время и усилия того не стоят.
Выбирая клапаны, следует убедиться в том, что они идентичны
Особенно важно, чтобы детали имели одинаковую высоту. Поверхность не должна иметь царапин, сколов и любых других повреждений
Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать.
После притирки клапанов необходимо произвести сборку конструкции. Все манипуляции производятся в обратном порядке.
Установка нового седла
Рассухариватель клапанов. как сделать своими руками
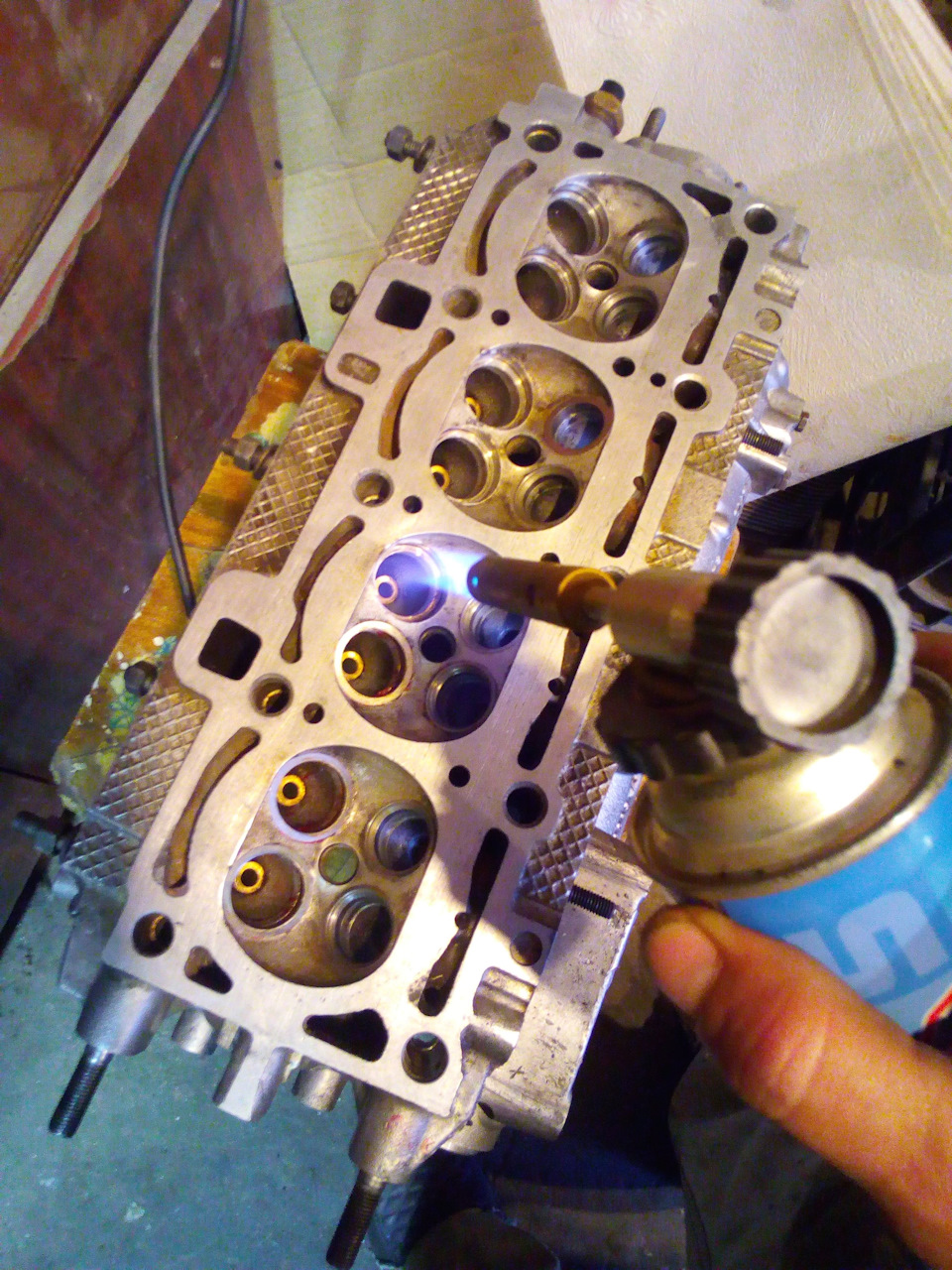
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.

Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем. Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ. Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.

Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр. Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Это интересно: Маркировка моторных масел: расшифровка и значение букв и цифр класса вязкости

Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Замена седла клапана ВАЗ
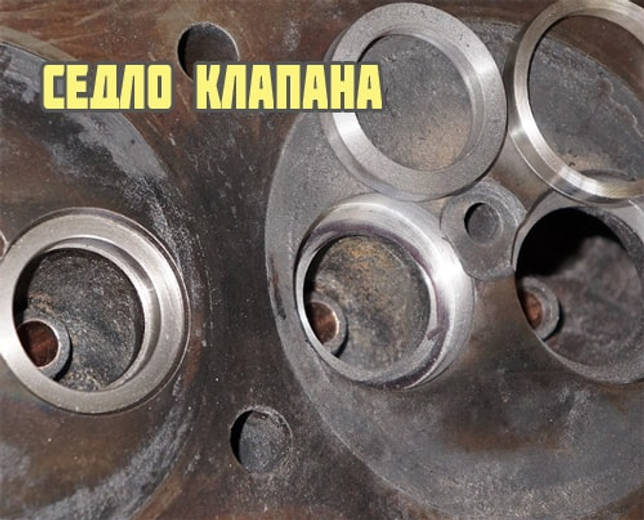
В конструкции головки, главным элементом является седло клапана, понять это можно, детально изучив механизм работы клапана.
Главная задача седла состоит в сжатии клапана, таким образом, предотвращается возможность утечки газов, ведь контакт клапана с седлом необходимое условие работы всей системы.
Соприкосновение между деталями позволяет регулировать и отводить тепло от самой тарелки с большей эффективностью, происходит передача тепла, отходящего от клапана через само седло в ГБЦ, после чего происходит охлаждение жидкостью. В результате деятельности двигателя происходит износ некоторых деталей, в том числе приводящих к дефекту седла клапана. Происходящая разгерметизация нарушает полную теплоотдачу тарелки с седлом, после чего происходит поломка деталей полностью.
Поэтому герметичность соединений очень важная составляющая в таких вопросах, достичь такого эффекта возможно только при формировании соответствующего профиля для седла, контролирующий баланс износа деталей.
Как понять, что необходима замена седла клапана ВАЗ
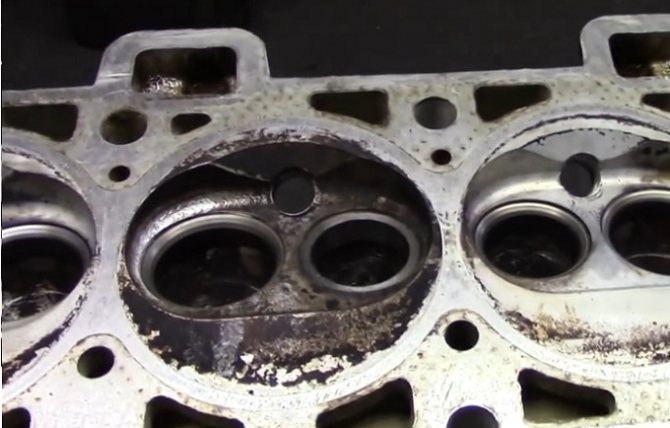
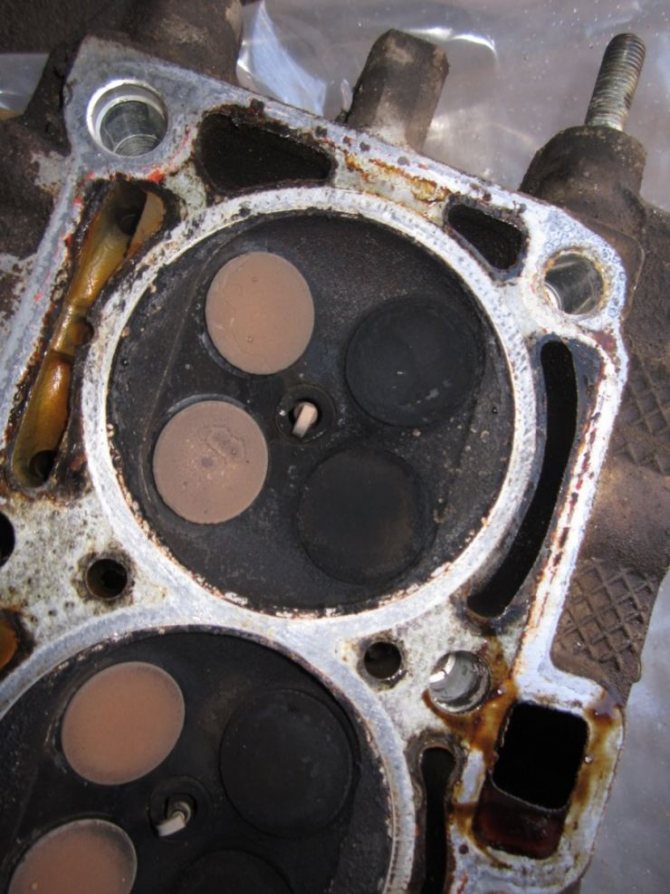
Первым делом необходимо провести очистку седла и камеру двигателя, ведь под образовавшимся нагаром могут проявиться незаметные трещины. Также определить поломку камер можно по цвету, от других они будут отличаться. Поэтому по данным признакам можно определить износ седел и необходимость проведения ремонтных работ. Фактором для смены могут стать:
- Износ деталей является основной причиной замены. Проверить это возможно при помощи зенкования, при обнаружении невозможности доводки седла и его регулировании, необходимо принимать меры для смены.
- Перегар седел.
- Образование коррозии, чаще всего возникает она по наружному диаметру.
- Образование трещин в основании седла.
- При необходимости модернизации ГБЦ, которая включает в себя замену клапана или увеличение его диаметра.
Инструкция по смене клапана на авто марки ВАЗ
Для начала мы должны быть уверены, что замена необходима, весь процесс достаточно сложный, поэтому без специальных инструментов и знаний за него браться нет смысла.
Производить смену вы будете под свою ответственность, поэтому если у вас что-то не получится, придется обращаться в автовыкуп.
Первым делом производиться проверка герметичности ГБЦ, чтобы установить нет ли трещин, если все-таки вы их обнаружили, стоит сначала при помощи сварки их заделать, а только после растачивать седла.
Для извлечения седел понадобится станочное оборудование, после чего растачивать седло, пока оно не примет форму тонкого кольца, способного провернуться в гнезде. Аналогичных результатов мы добиваемся при помощи фрезы, установленной на дрель. Все работы выполняются аккуратно для предотвращения повреждений посадочного места.









При постановке нового седла используется натяг в 0,1-0,15 мм. По наружному диаметру. При этом разница температурных режимов составляет 180-200 градусов, для охлаждения седел применяется жидкий азот.
Если не будет нитрогена, можно использовать обычную холодильную камеру для охлаждения детали до 30 градусов. Далее запрессовывают очень быстро, чтобы температура не выровнялась. Для смены клапана необходимо при себе иметь:
- печку
- шарошки
- холодильную камеру
- штангециркуль
- молоток
- запрессовка
- сменные седла
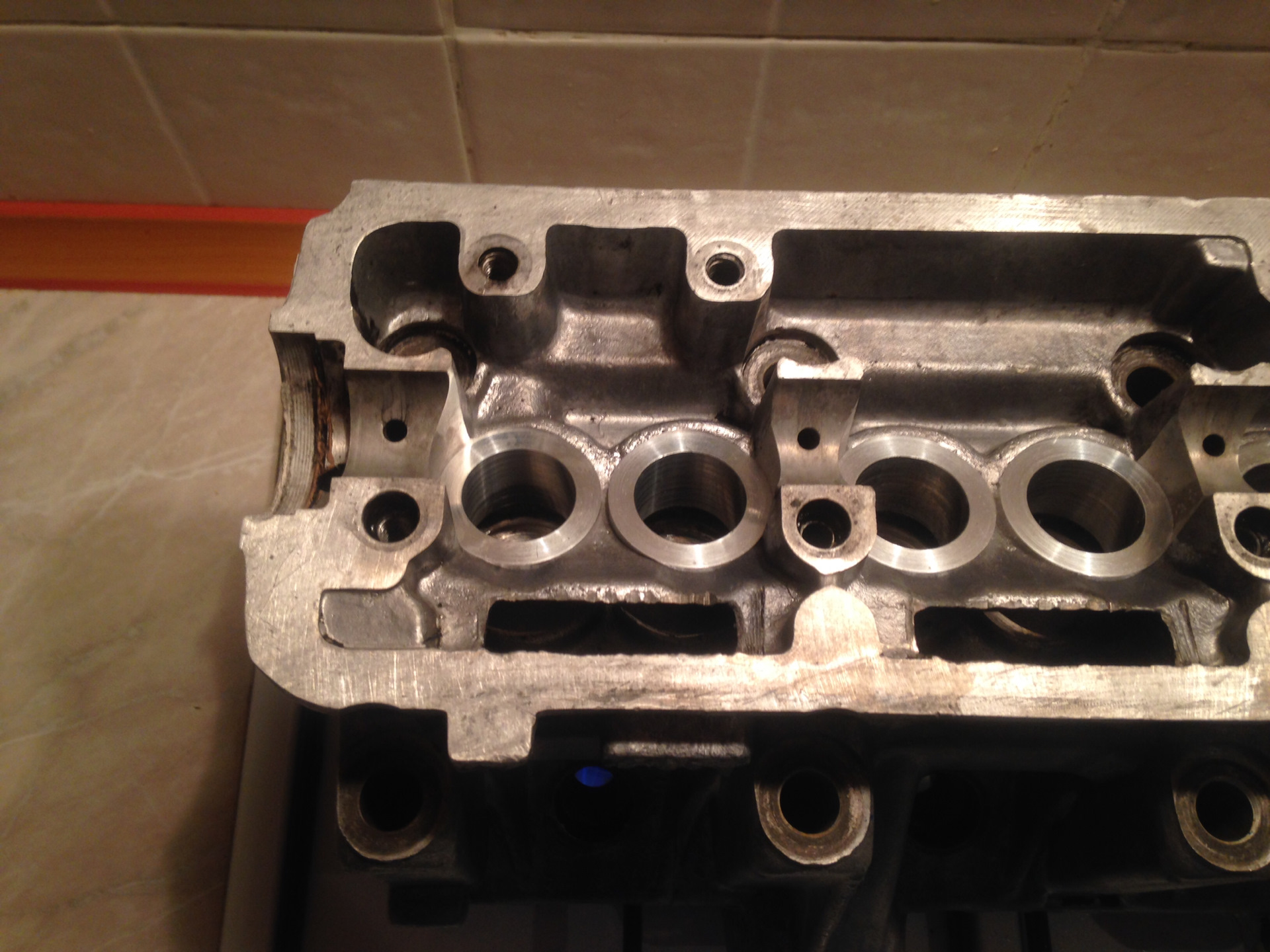
Изымаем ГБЦ, промываем и очищаем от нагара и грязи. Готовим все необходимые инструменты.
Производим расчистку седла.
Изымаем старое седло.
… а также посадочное место.
Перед постановкой новых седел, необходимо их разместить в холодильную камеру.
После чего стоит нагреть часть гбц примерно до 200 градусов чтобы произвести прессовку.
Вынимаем седла помещенные в морозильную камеру.
Ставим седло для опрессовки.
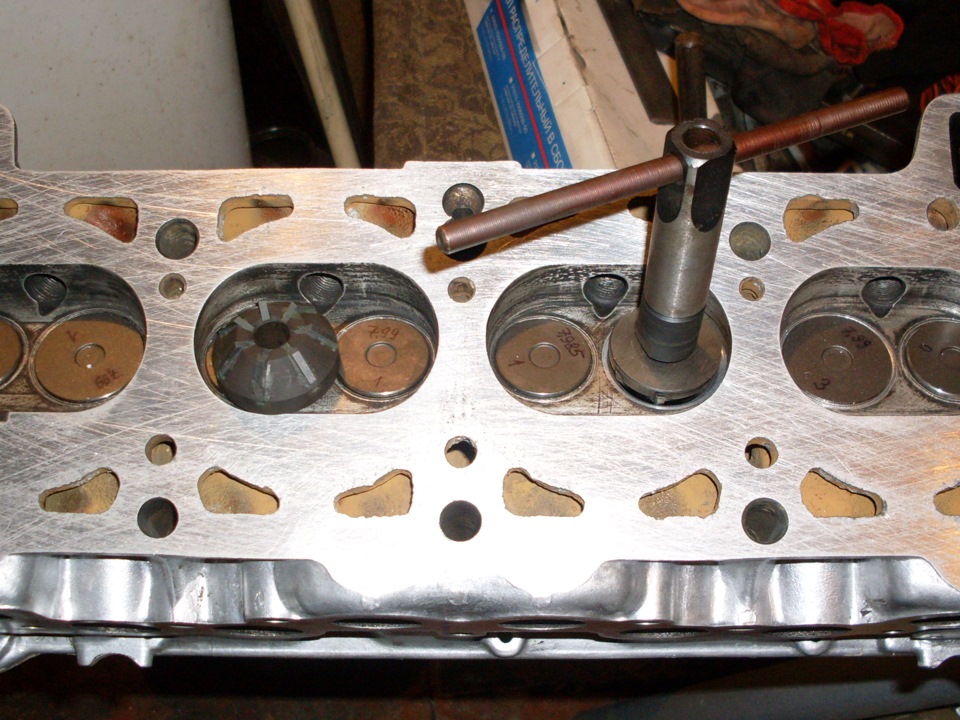
Ждем пока детали остынут после чего вооружившись шарошками для седел вырезаем фаску.
Все то же самое проводим на других цилиндрах.
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
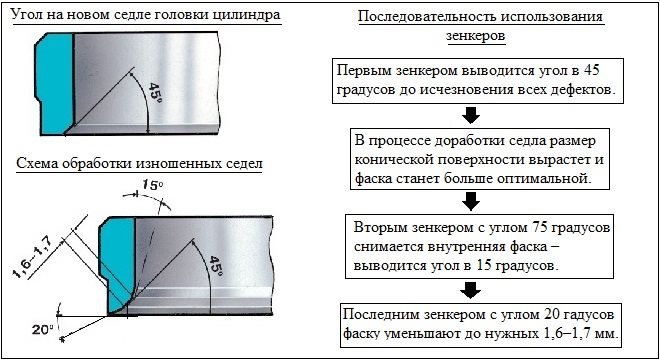
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Развертка направляющих клапанов 8,022-8,029 мм
со скидкой 15 %
Заглушка распредвала на 16кл ВАЗ
со скидкой 19 %
Спойлеры с диодом на дворники, снежка
со скидкой 19 %
Щетка стеклоочистителя гибридная denso 45см. dur-045l
со скидкой 11 %
Паста притирочная vmpauto 40 гр профессиональная
со скидкой 18 %
Приспособление для притирки клапанов с карданом 8мм 01-08 «Сервис ключ» 77753
со скидкой 16 %
Запрессовка-выпрессовка сальников клапанов 8 мм, цанга
со скидкой 18 %
Индикатор звуковой (повторитель) для автомобилей ВАЗ
со скидкой 19 %
Прокладка масляного поддона силиконовая красная с металлическими шайбами на ВАЗ 2101-2107, Лада 4х4, Шевроле Нива
со скидкой 19 %
Набор применяется для создания фаски на седлах клапанов 16 клапанных двигателей Ваз 2112 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2112 — 16 клапанов и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей автомобиля ГАЗ-53 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-240, Д-65, тракторов МТЗ, ЮМЗ, Беларусь.
Набор применяется для восстановления геометрии седел клапанов тракторов Т-40, -25, -16; (двигатели Д-37, -144, -20), САК, бетономешалка на базе КАМАЗа и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Камаз 740.10, 7403.10, 740.10-20 и их модификаций.




Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ.
Набор применяется для восстановления геометрии седел клапанов двигателей Москвич и его модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ-130.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ А/М МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ-7511 а/м МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей тракторов ДТ-75, комбайнов «НИВА», «ЕНИСЕЙ», на машинах возделывающих картофель, сахарную свеклу и других.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-160, Д-180, Д-108 (тракторы Т-130, -150, -100М, -100МЭ).
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс.Деньги или WebMoney и экономьте на покупке от 4%, избегая почтовые и банковские комиссии

Этот товар выбрали 10 покупателей
Набор применяется для создания фаски на седлах клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21083, 2110 (8 клапанов), 21213, ЗМЗ 406.
Количество зубов: 6.
Состав:
- Оправка направляющая диаметр 8 мм – 1шт.;
- Зенковка угол 45 диаметр 39 – 1шт.(впуск);
- Зенковка угол 45 диаметр 34 – 1шт.(выпуск);
- Футляр – 1шт.
Производитель: Россия.
Вес, кг: 0.45 Размеры, см: 20 х 6 х 3 Объем, м3: 0.00036
Чем пользоваться?

Такие работы подразумевают использование грубоватых инструментов и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.

Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.

Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:
Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.

Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).
Это интересно: Самостоятельная замена и ремонт гидрокорректора фар ВАЗ 2110 — подробная инструкция

Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.

Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.

Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.

Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.

Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.

Желательно иметь динамометрический ключ для затягивания болтов.
Расходные материалы
Кроме клапанов, понадобится:
- пригодные уплотнительные колпачки;
- прокладка головки блока цилиндров;
- прокладка крышки клапанов;
- при необходимости — герметик;
- болты крепления ГБЦ, иногда возможно использовать старые болты;
- притирочная паста или порошок.

Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
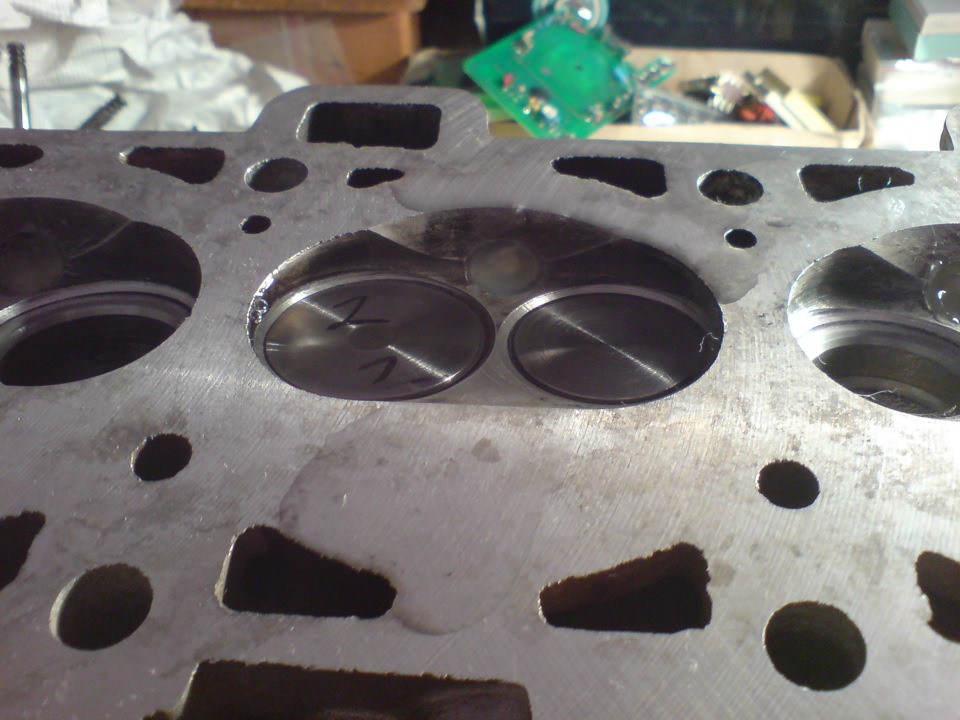
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в
тело головки («просажены») или подвергались неоднократной зенковке требуется их
замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом. Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Необходимость в замене
На всех автомобилях принцип ремонта одинаковый, так же как и замена клапанов на ВАЗ Приора можно производить своими руками.
Основным признаком неисправной работы клапанов является понижение компрессии. Это в основном происходит по трем причинам.
Первая —прогар. Это происходит так: тарелки клапанов разрушаются или в них возникают трещины, впоследствии при любом положении распределительного вала камера сгорания разгерметизируется.







Этим подвержены, в основном, выпускные клапана, потому как на них идет большая термическая нагрузка.
Такая проблема может возникнуть из-за:
- неправильно отрегулированный тепловой зазор, это касается двигателей не имеющих гидравлического компенсатора;
- очень бедная смесь, это повышает температуру в камере сгорания;
- не должным образом отрегулированы фазы ГРМ, из-за чего возгорание создается в период, когда клапан не плотно прилегает к седлу. Также это может способствовать возникновению нагара в местах контактирования деталей;
- допущенный на производстве брак;
- детонация мотора по каким-либо причинам.
Вторая —загиб клапанов в результате столкновения с поршнями. Такое возможно только при обрыве либо перескока ремня газораспределительного механизма, перескакивание происходит из-за растянувшегося ремня или цепи.
Третья —износ стержня. В рабочем режиме двигателя клапана совершают движения по направляющим втулкам, при длительной эксплуатации происходит истирание штока.
При этом возникает превышенный зазор между внутренних стенок втулок и стержнями клапанов, что негативно влияет на работу клапанного механизма.
В этом случае придется произвести замену не только клапанов, но и направляющих втулок, что можно также сделать своими руками.
Признаки неисправности
Причиной нестабильной работы двигателя, вызванной потерей мощности, компрессии в каком-либо цилиндре и вибрацией могут стать не только клапана.
Если рвется ремень ГРМ, то не факт, что загнет клапана, чаще обламываются толкатели. Даже при помощи компрессометра можно только убедиться в отсутствии компрессии в цилиндрах, но причину выяснить не удастся.
Чтобы точнее определить диагноз двигателя лучше провести тест пневмотестером.
Притираем клапан к головке
Раз прогорел клапан значит также подгорело и седло клапана, обычно мотористы сначала седло выравнивают специальной шарошкой, которой у вас нет, нет так обойдемся без нее (проверенно двигатель ходит ничуть не хуже). Поражаюсь как некоторые мотористы притирают клапана в ручную (я б сума сошел) пусть за нас работает электродрель (если у вас дрель реверс лево-право еще лучше а нет и такая подойдет). Намажьте край клапана притирочным порошком вставьте клапан в головку и зажмите конец клапана в патрон дрели но не глубоко а на глубину примерно 15мм главное не поцарапать то место где клапан соприкасается с сальником. Подтягивайте дрелью клапан вверх и включайте пусть клапан притирается, делайте такие движения вверх немного вниз и опять вверх (думаю поняли) если дрель реверс переключайте вращение. На девятке или восьмерке тяжело добраться до клапана дрелью нужен очень маленький патрон, но можно сделать так возьмите крепкий кусочек армированного резинового шланга который очень плотно одевается на клапан, возьмите шпильку 8мм и натяните на нее этот кусочек шланга посильней, шпильку зажмите в дрель а другой конец шланга на клапан и также начинайте притирать клапан к седлу головки.
Когда нужно менять направляющие?
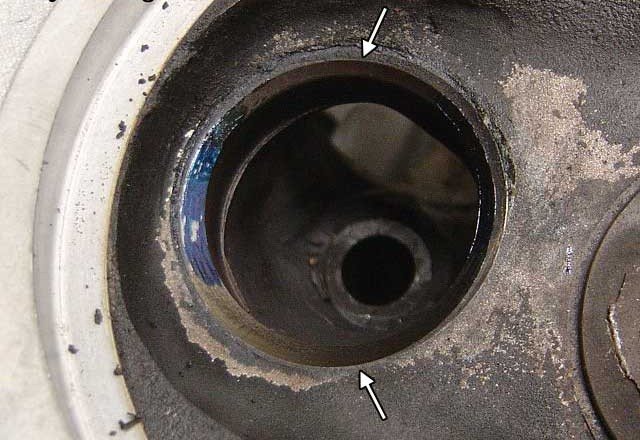
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
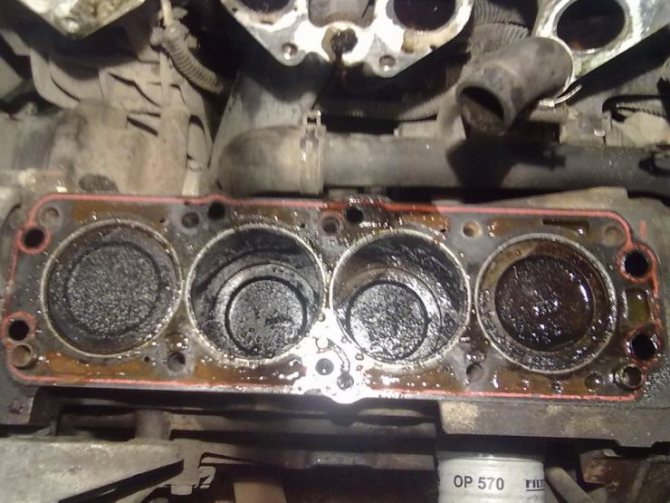
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
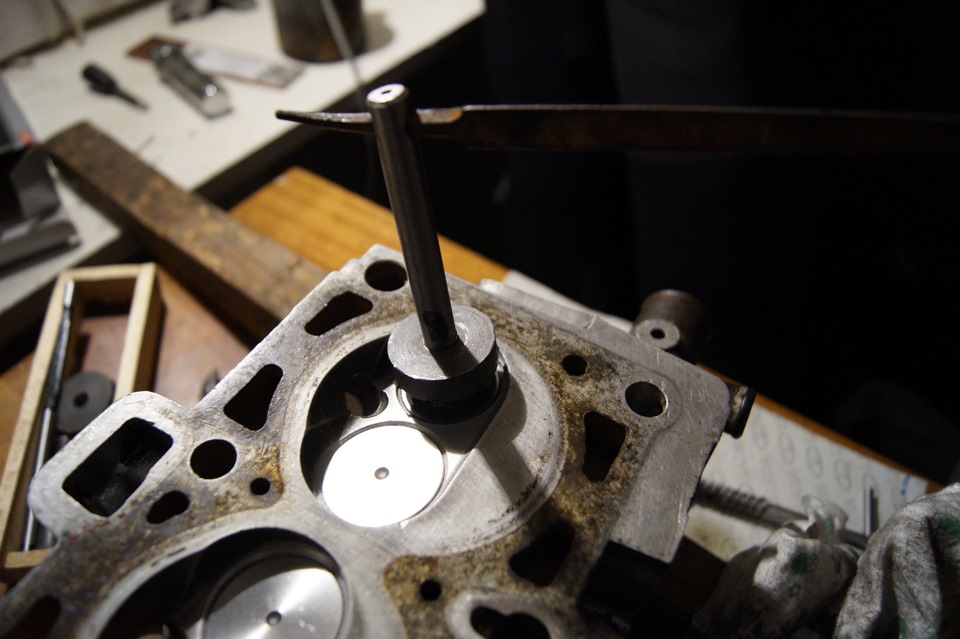
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Замена седел клапанов своими руками видео



