
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
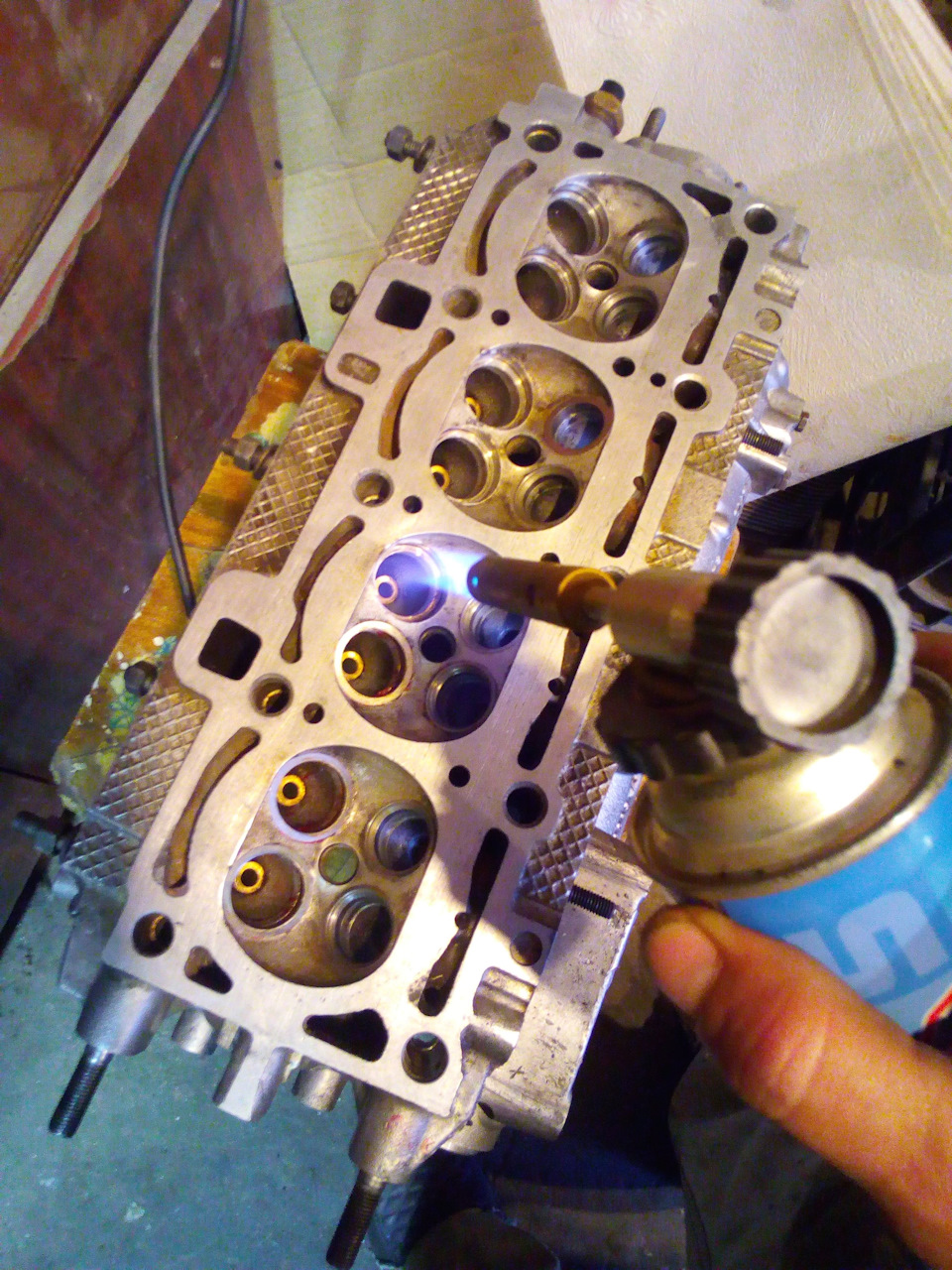
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
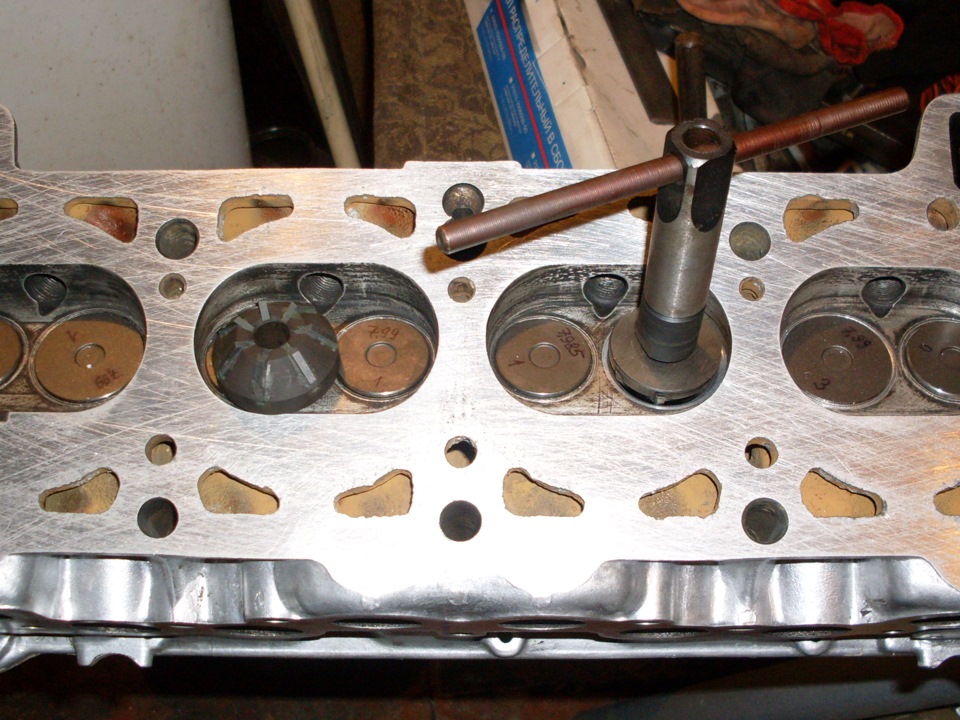
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом. В состав входит два основных элемента:
головка;
стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
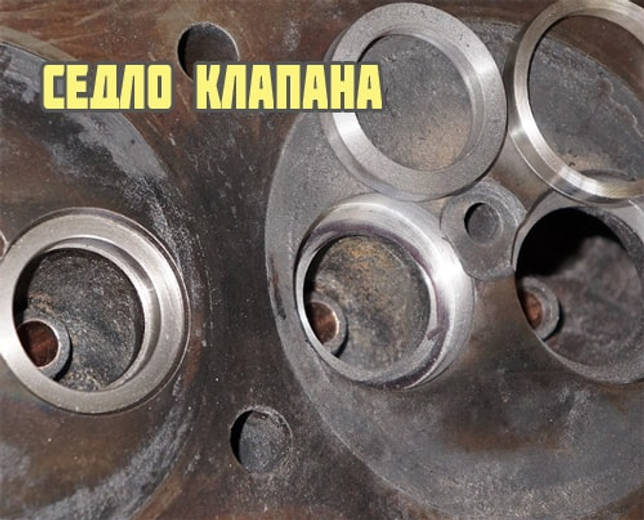
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки. Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
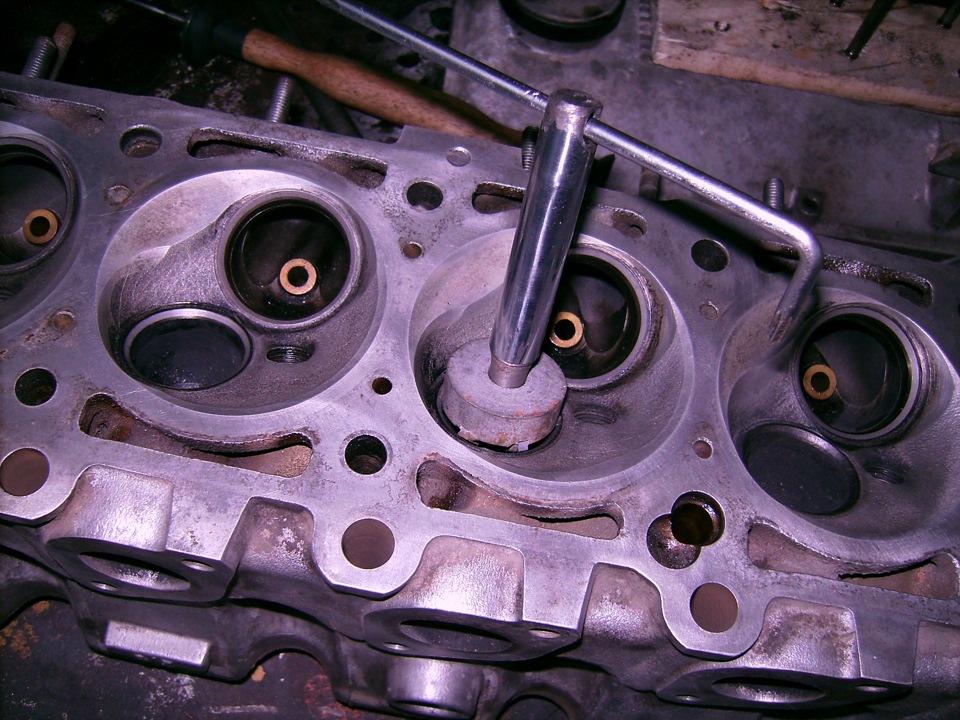
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в
тело головки («просажены») или подвергались неоднократной зенковке требуется их
замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ
Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
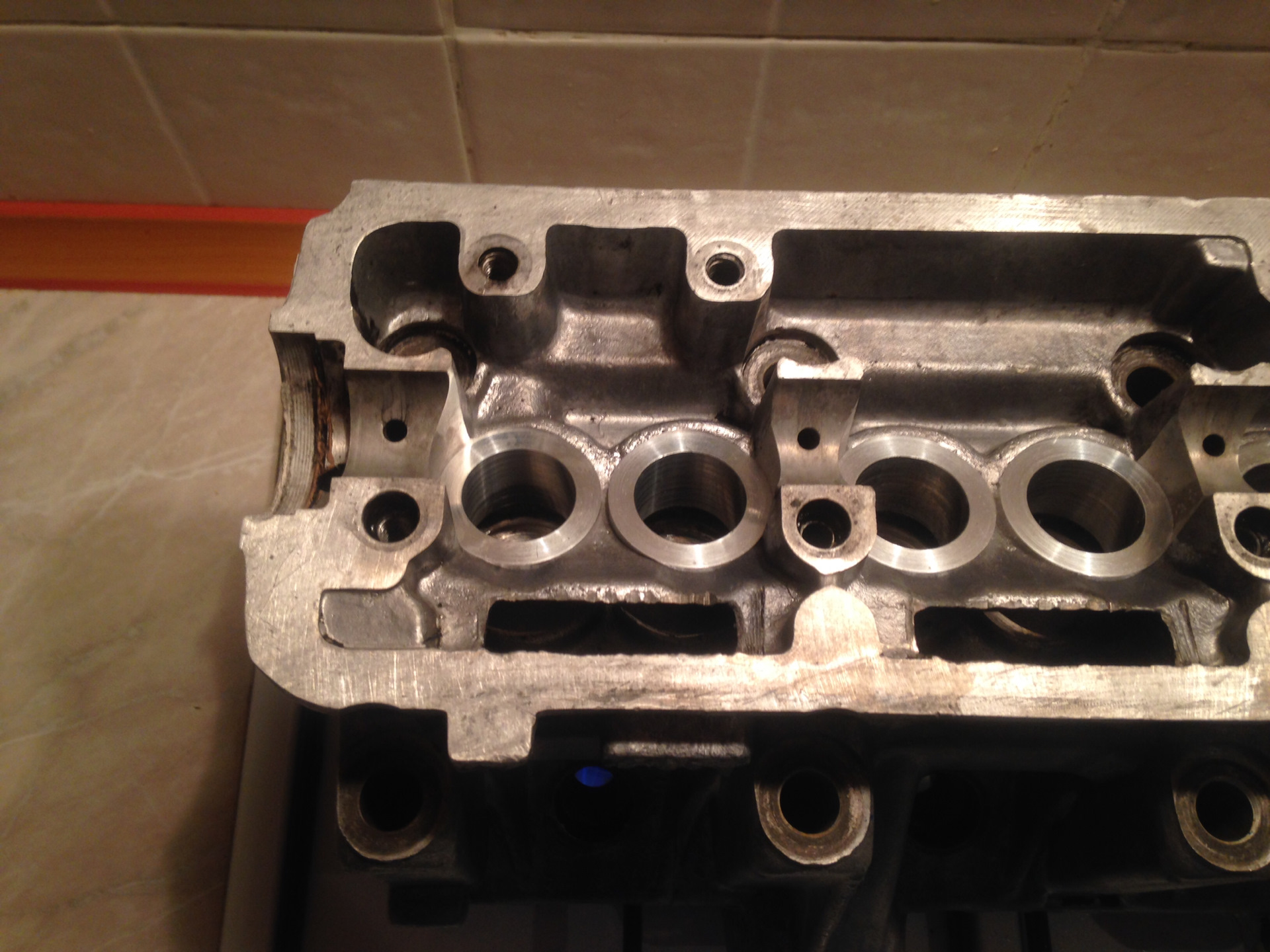
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении
Седло впускного клапана при этом оставляют в штатном положении.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах — рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс — отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия — это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов — сначала крупнозернистой пастой, затем средне‐, а в конце провести финишную обработку мелкозернистым составом.
Важна практика — если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс — минимальный риск испортить клапанную систему. Но времени занимает очень много — до получаса на каждый клапан.








![]()
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс — угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели — на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента — технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Замена седел клапанов своими руками. Их принцип работы и тонкости самостоятельного ремонта
![]() Каким образом производится замена седел клапанов своими руками — вопрос, интересующий многих автолюбителей, которые столкнулись с неисправностями в работе двигателя. Для начала давайте разберем принцип работы клапанов.
Каким образом производится замена седел клапанов своими руками — вопрос, интересующий многих автолюбителей, которые столкнулись с неисправностями в работе двигателя. Для начала давайте разберем принцип работы клапанов.
Прежде всего, они обеспечивают герметизацию работы цилиндров в двигателе во время газообменных процессов и впускают топливную смесь в цилиндры, с дальнейшим ее сгоранием. Отработанные газы после сгорания смеси выводятся в выхлопную систему, за что также отвечают клапаны.
Находясь в агрессивной среде, клапаны подвергаются большим термическим и динамическим нагрузкам, а также они работают на больших скоростях, что в дальнейшем может повлечь за собой выход механизма из строя. Чтобы продлить жизнь клапанам, изготовители прибегают к никельному или хромированному легированию.
Несмотря на это клапаны двигателя подвергаются воздействию высоких температур, вследствие чего происходит пригорание деталей, могут образовываться трещины, а также сколы на рабочей поверхности. Все это ведет к нестабильной работе двигателя, поэтому при обнаружении неисправностей, их необходимо незамедлительно устранить.
![]()
При этом после удаления сломанного седла, необходимо будет провести тщательную зачистку, удалить остатки прежнего седла и подготовить посадочное место для установки новой детали.
Данный способ не вызывает особых сложностей и применяется в случае срочной замены седел своими силами. Однако он имеет определенный недостаток, который заключается в том, что и приваривание к седлу детали, и само выбивание седла могут привести к повреждению или деформации смежных элементов механизма
Поэтому выполнять данную процедуру необходимо особо осторожно
![]()
Этот способ требует определенной квалификации от человека, который будет выполнять замену поврежденного седла, поскольку он предусматривает использование фрезерного оборудования. Сначала с помощью фрезы необходимо будет вырезать изношенное седло клапана, при этом обточку следует производить таким образом, чтобы новая деталь «села» на место без усилий.
После расточки следует тщательно зачистить место обточки, освободить детали от стружки и можно место посадки детали промыть отработкой или бензином.
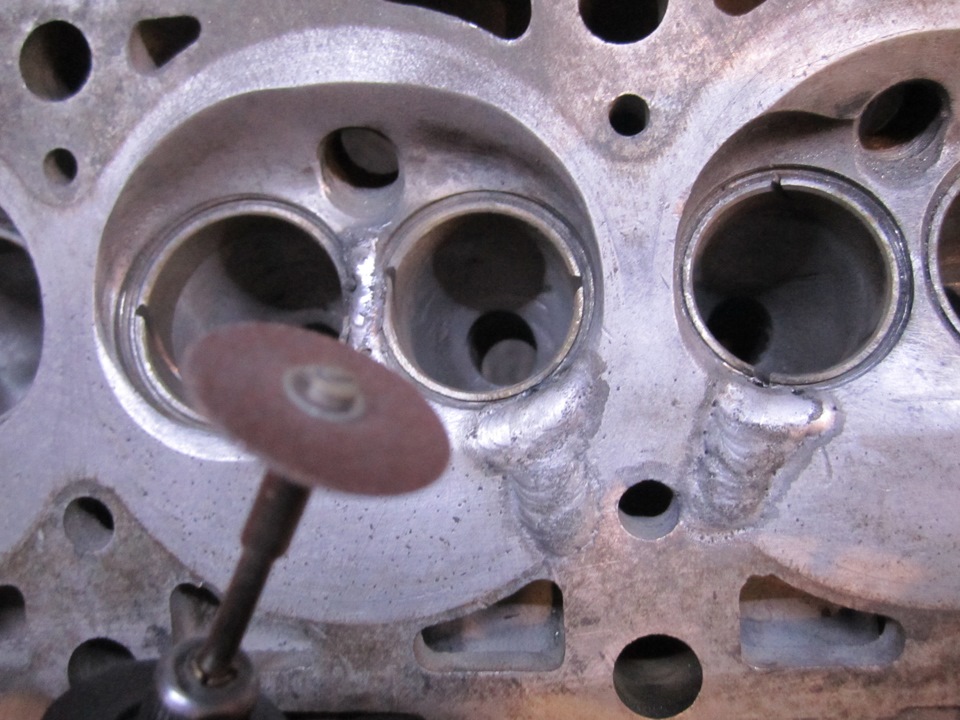
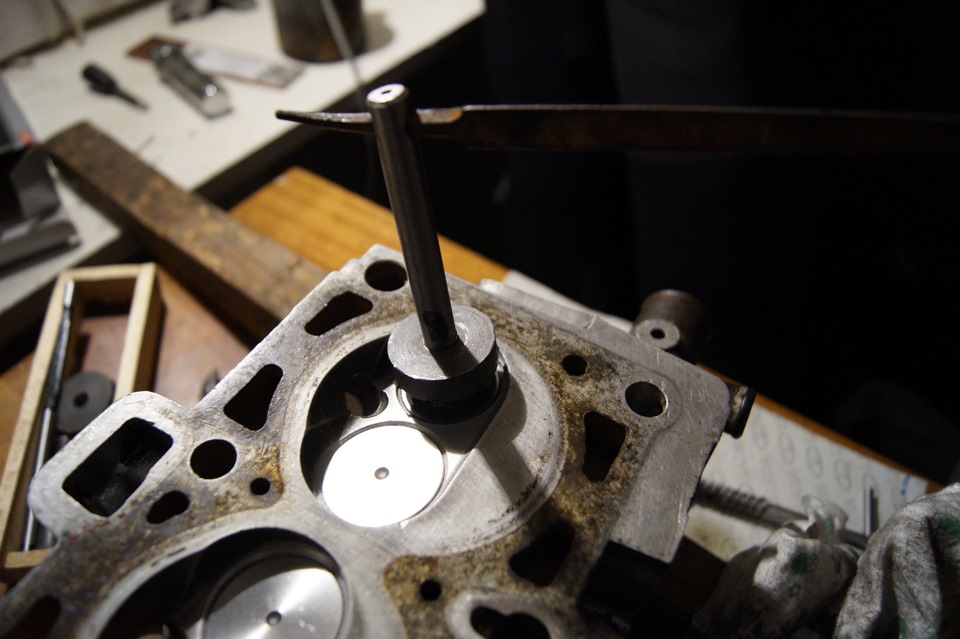
Саму притирку можно проводить, используя специальное приспособление с конусовидной головкой. По окружности фаски устанавливаемого седла наносится специальная паста или абразив, затем проводится притирка до исчезновения характерного звука трения металла.
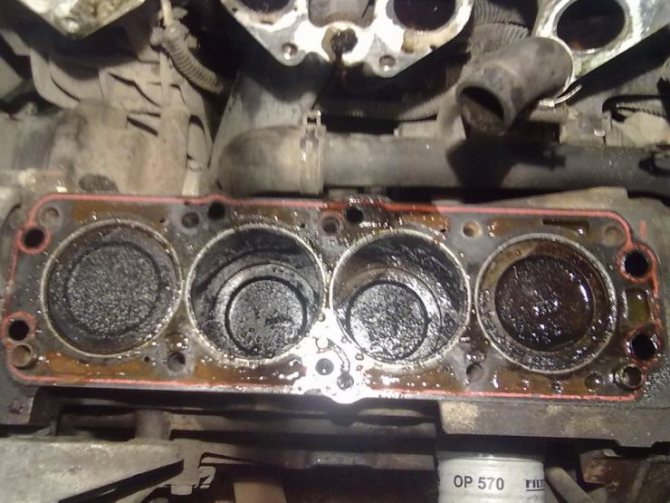
Чтобы проверить, правильно ли выполнены процедуры, необходимо перевернуть головку и наполнить ее бензином. Если просачивания не наблюдается, значит, работа выполнена правильно. После подготовки места для посадки, можно приступить к установке седла клапана.
![]()
Способов крепления седла на самой головке существует несколько, при обычной установке без специальных приспособлений крепление будет не слишком надежным и со временем головка будет подвержена деформации. Поэтому замена седел клапанов своими руками проводится с помощью более надежного способа, который предусматривает взаимодействие разности температур соединяемых металлических элементов.
Для этой цели головка блока цилиндров разогревается до определенной температуры, а седло наоборот охлаждается. При этом охлаждение следует выполнять с помощью азотной установки.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.




Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.
![]()
Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Шлифовка рабочей фаски клапана
Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель. Алитированные клапаны теряют коррозионную стойкость при перешлифовывании. Для обеспечения нормального ресурса клапанного механизма алитированные клапаны, требующие восстановления путем механической обработки, подлежат замене.
Чем пользоваться?
![]()
Такие работы подразумевают использование грубоватых инструментов и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
![]()
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
![]()
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:
Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.
![]()
Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).
Это интересно: Чистка дроссельной заслонки — подробная инструкция, как почистить своими руками
![]()
Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.
![]()
![]()
Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.
![]()
![]()
Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.
![]()
![]()
![]()
![]()
Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.
![]()
Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.
![]()
Желательно иметь динамометрический ключ для затягивания болтов.
Расходные материалы
Кроме клапанов, понадобится:
- пригодные уплотнительные колпачки;
- прокладка головки блока цилиндров;
- прокладка крышки клапанов;
- при необходимости — герметик;
- болты крепления ГБЦ, иногда возможно использовать старые болты;
- притирочная паста или порошок.
![]()
![]()
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.







Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
https://youtube.com/watch?v=4TvfBjx-JpM
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
![]()
![]()
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
https://youtube.com/watch?v=5me80XUJB0A
https://youtube.com/watch?v=MOss4kAHd00
Где располагается ремень ГРМ
Следить за состоянием ремня ГРМ и его исправностью довольно просто, ведь данная деталь сразу же бросается в глаза после открытия капота. Его поверхность зубчатая, он проходит через коленчатый и распределительный вал, является соединительным звеном для следующих элементов:
Если будет замечено, что этот элемент часто «сползает» со своего основного места или начинает надрываться, заменить его нужно в самое ближайшее время. Об обрыве ремня в ВАЗ-2114 сообщит инжектор в виде лампочки, которая загорается на приборной панели, а иные модели просто могут заглохнуть в пути, и водителю не удастся самостоятельно завести автомобиль. Однако не только обрыв ремня становится причиной замены клапанов, довольно часто клапаны приходится менять из-за нарушения зазора в моторной цепи. Если автовладелец заметит, что клапаны располагаются не так как обычно, то эксплуатировать автомобиль ни в коем случае не разрешается, пока не будет произведена полная замена направляющих клапанов. Такую работу реально сделать самостоятельно, несмотря на длительный процесс. С ней сможет справиться каждый автолюбитель, если будет следовать инструкциям, которые предоставляют профессионалы своего дела.
Процедура замены
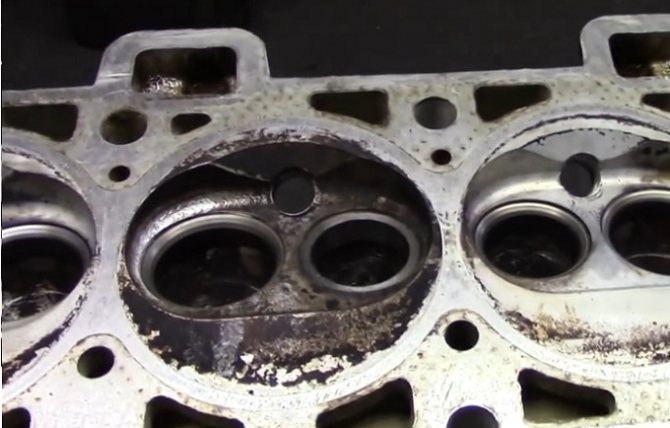
Клапаны, как и сёдла, подвергаются серьёзным температурным нагрузкам. Из-за этого в процессе эксплуатации постепенно на них образуются различные дефекты. Это раковины, пригары, трещины и так далее. Ещё в ДВС могут проникать посторонние компоненты, способные нанести урон седлу. Такой вариант тоже нельзя исключать.
При перегреве головки, нередко возникает нарушение соосности седла, а также направляющей самого клапана. Отсюда и отсутствие необходимой герметичности.
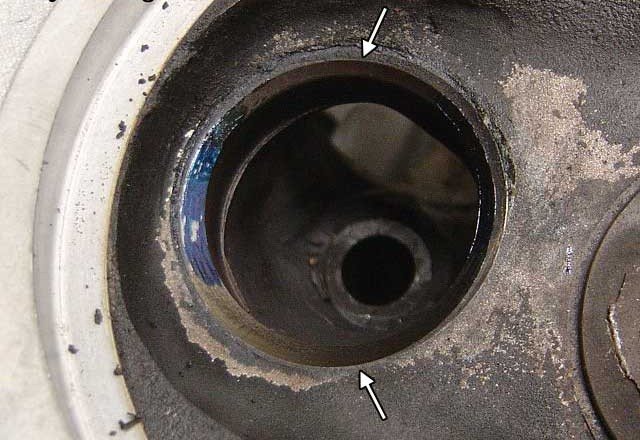
Седло изнашивается неравномерно. Процесс происходит по кулачковой оси. Как итог, седло становится овальным, нарушая свою изначальную круглую форму.
![]()
Подобные дефекты устраняются за счёт шарошек, применения фрез и зенкеров. Затем идёт протирка. Имея в распоряжении специальные станки, правка седла выполняется быстро и в один заход. Даже притирка после этого не требуется. Но подобного оборудования в обычном гараже автовладельца точно нет. Поэтому приходится прибегать к альтернативным методам.
В том случае, когда износ седла действительно сильный и правка никак не поможет, тогда остаётся один вариант. Это замена детали. Устанавливается новое седло, которое обрабатывают, а затем нарезают соответствующую фаску под клапан.
Весь процесс замены условно разделён на несколько этапов:
- удаление старого седла;
- подготовка новой детали;
- установка;
- финишная обработка и подгонка под клапан.



