
Очистка головки цилиндров
1. Установите головку на подставку А.60353.
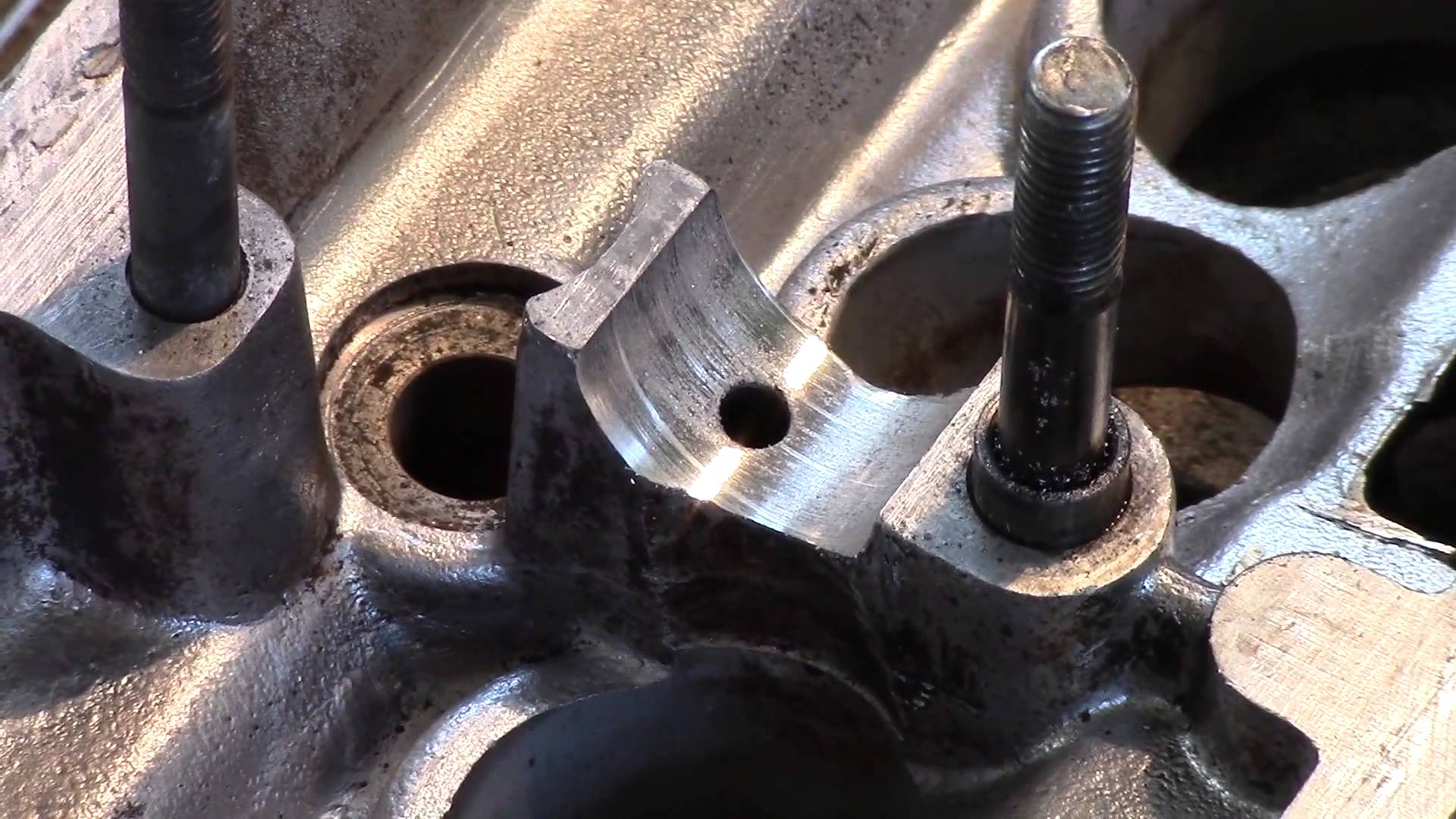
2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода клапанов.
Проверка и шлифование седел клапанов
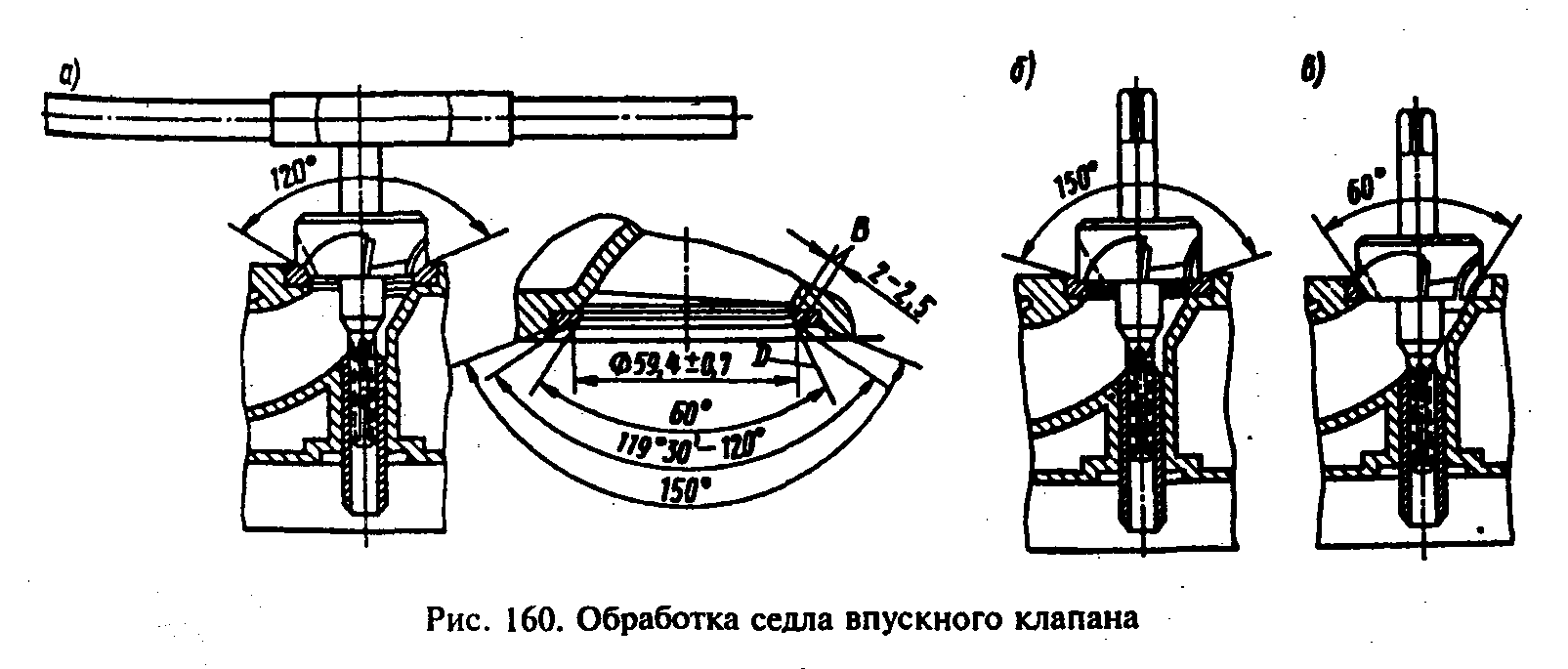
Профиль седла впускного клапана
| I – новое седло; | II – седло после ремонта |
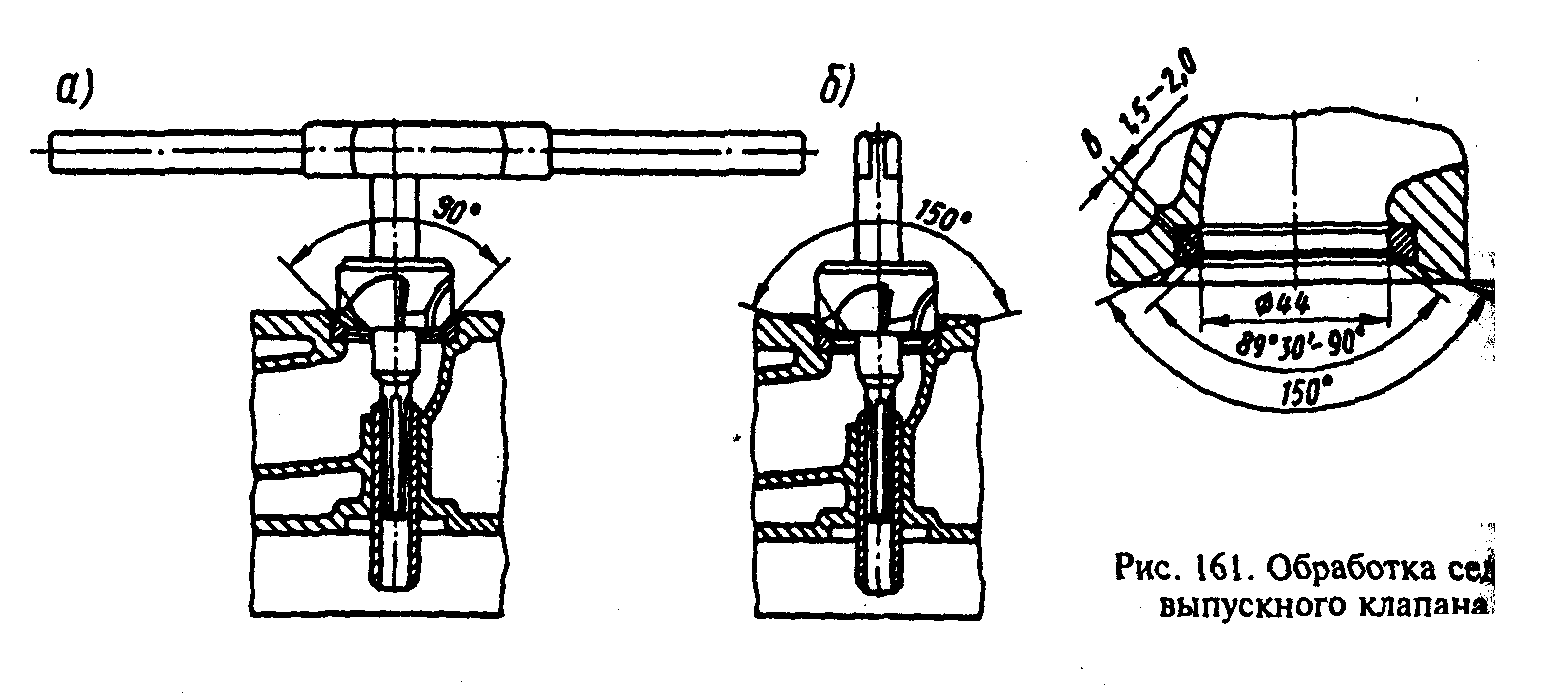
Профиль седла выпускного клапана
| I – новое седло; | II – седло после ремонта |
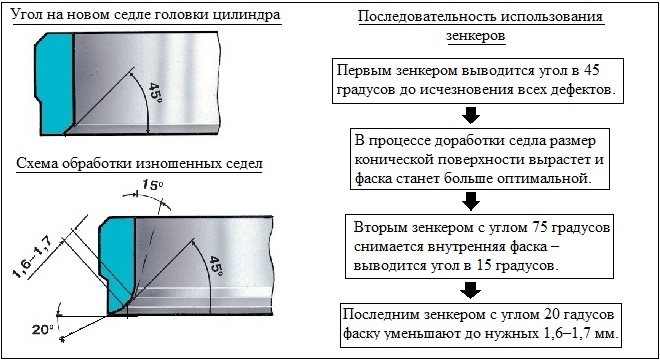
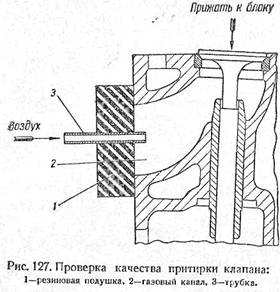
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Шлифование
1. Установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059.
ВНИМАНИЕ: Стержни А.94059 существуют двух различных диаметров: А.94059/1 – для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов. 2
Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана
2. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.
3. В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
4. Рекомендуется чаще производить правку круга алмазом.
5. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла выпускного клапана, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
6. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла впускного клапана, сначала обработав внутреннюю фаску зенкером А.94003 до получения размера диаметром 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1,9–2,0 мм.
Рабочая фаска — седло — клапан
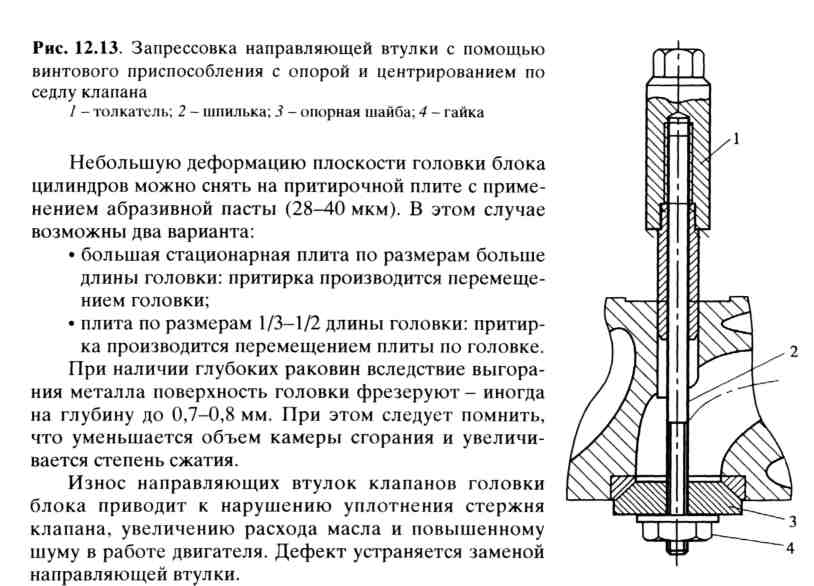
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Рабочие фаски седел клапанов шлифуют при износе сверхдопустимого размера, наличии рисок или раковин. Для обеспечения концентричности седла и направляющей втулки клапана в головке цилиндров при шлифовании седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ.
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм.
Основными дефектами головок цилиндров являются трещины, коробление поверхности прилегания головки к блоку цилиндров, износы рабочих фасок седел клапанов , гнезд под седла клапанов, отверстий под направляющие втулки клапанов и во втулках.
При этом абразивный инструмент должен иметь угол 60 в верхней части или 120 в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана .
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
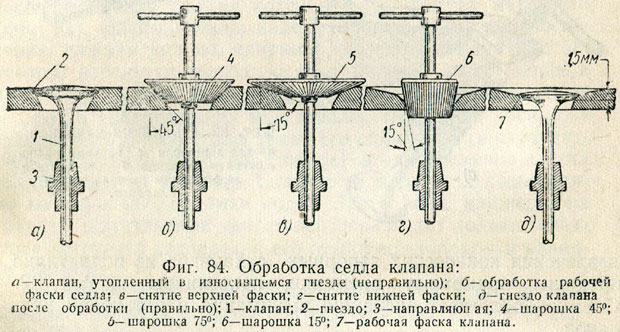
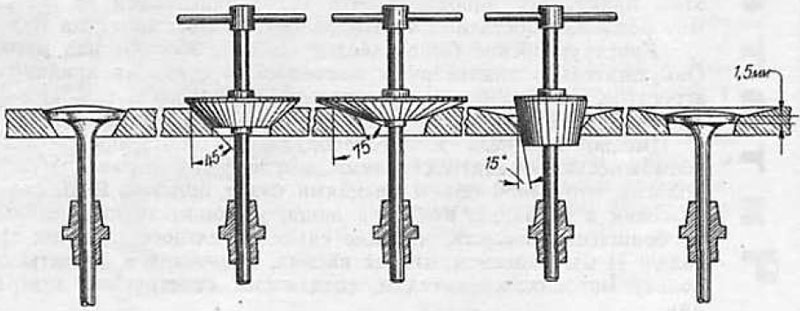
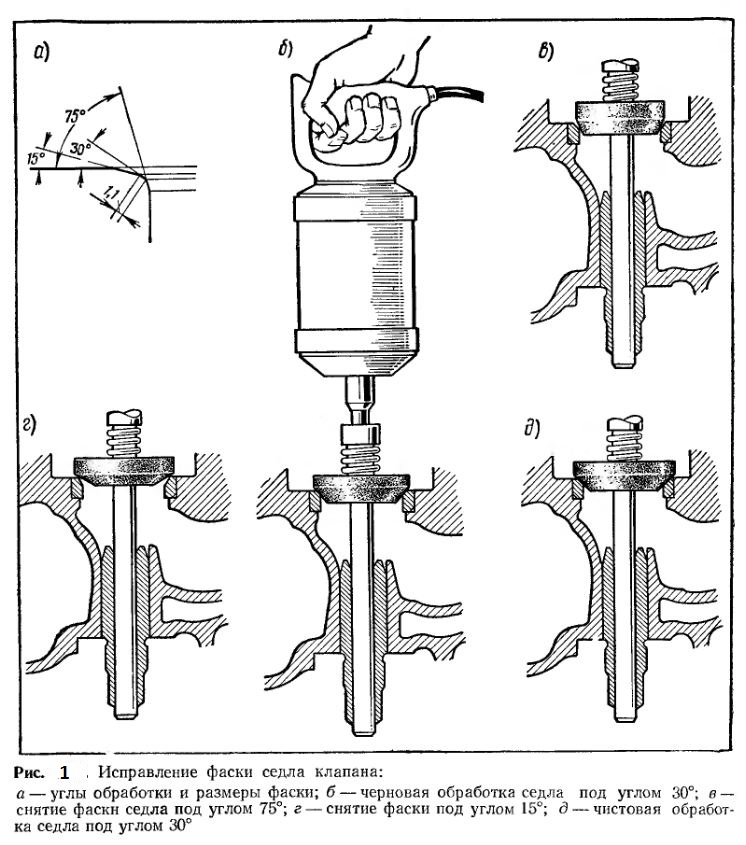

Износ и раковины на фасках седел клапанов устраняют шлифованием или заменой седла. Производят притирку седла с клапаном или зеикование с последующим шлифованием и притиркой. Зенковки с углами 75 и 15 являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 134 показаны размеры фасок для зенкования и шлифовки седла клапана автомобиля Москвич-2140. Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол.
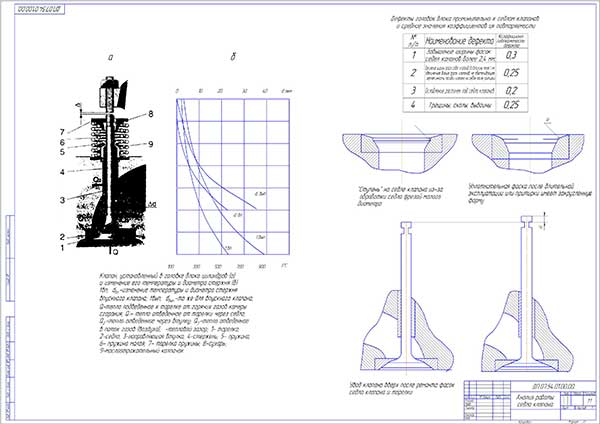
Пружины клапанов
Закрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается
При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
![]()
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
![]()
Рабочая фаска — седло — клапан
|
Притертые поверхности клапана и седла. а — ширина матовой полоски. |
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Рабочие фаски седел клапанов шлифуют при износе сверхдопустимого размера, наличии рисок или раковин. Для обеспечения концентричности седла и направляющей втулки клапана в головке цилиндров при шлифовании седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки.
|
Приспособление НИИАТ для контроля гнезд коренных подшипников. / — рычаг, 2 — скалка, 3 — втулки.| Последовательность зенкования клапанного седла. |
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ.
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм.
Основными дефектами головок цилиндров являются трещины, коробление поверхности прилегания головки к блоку цилиндров, износы рабочих фасок седел клапанов, гнезд под седла клапанов, отверстий под направляющие втулки клапанов и во втулках.
При этом абразивный инструмент должен иметь угол 60 в верхней части или 120 в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана.
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ.
|
Притертые поверхности клапана и седла. а — ширина матовой полоски. |
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Износ и раковины на фасках седел клапанов устраняют шлифованием или заменой седла. Производят притирку седла с клапаном или зеикование с последующим шлифованием и притиркой. Зенковки с углами 75 и 15 являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 134 показаны размеры фасок для зенкования и шлифовки седла клапана автомобиля Москвич-2140. Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол.
Нюансы механической обработки
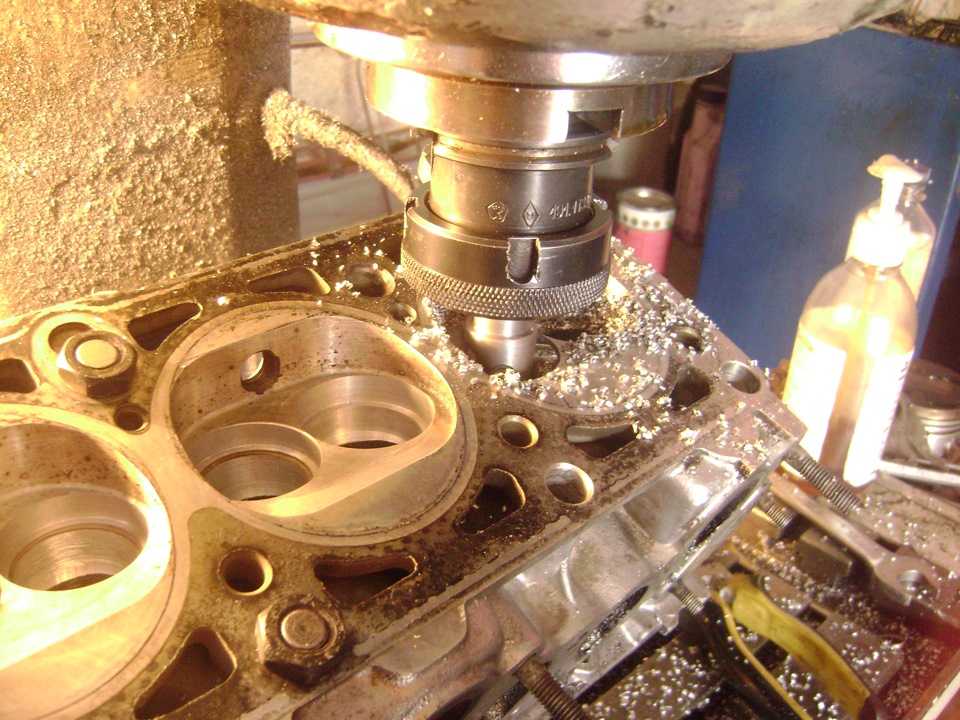
Завершается процедура механической обработкой нового элемента. Здесь следует нарезать соответствующую фаску. Лучше всего для таких целей задействовать специальный станок. Так удаётся добиться максимальной точности.
Жёстко центрируется резец и начинается процесс обработки
Важно понимать, что такой же точности добиться с помощью ручных шарошек невозможно
Но за неимением других вариантов, приходится действовать шарошками. Нарезать необходимо будет 3 кромки. Это внешняя, внутренняя, а также верхняя центральная. Последняя наиболее узкая. Именно с ней соприкасается клапан.
Если сомневаетесь в точности, а также в качестве обработки своими руками, найдите поблизости какой-нибудь цех по металлообработке. Подойдёт даже обычный фрезерный станок. И результат наверняка окажется лучше, чем при использовании шарошки. Но тут уже решение за вами.
![]()
Расточка — это объективно сложная задача, требующая максимальной точности и аккуратности. Поэтому самостоятельно такая работа проводится исключительно на свой страх и риск. Оптимальное решение — это обращение за квалифицированной помощью.







Кому приходилось менять клапанные сёдла? Что было самым сложным? Удалось ли добиться желаемого результата? Какой способ решения проблемы считаете оптимальным? Своими руками или через мастерскую?
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
![]()
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
![]()
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом. В состав входит два основных элемента:
головка;
стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки. Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях , постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Головка также имеет функцию клапанов корпуса, седел клапанов, направляющих клапанов, резьбовой опоры для свечей зажигания и форсунок форсунок. При размещении и формировании камеры сгорания голова — это та, которая получает наибольшее количество тепла, которое производит двигатель, поэтому в настоящее время оно производится из алюминия или чугунных сплавов. По мере увеличения эффективности двигателя и увеличения мощности двигателя головка насоса подвергалась еще более высоким давлениям, и, конечно, температура также увеличивалась.
Это делало использование вермикулярных отливок более частым. Однако алюминий стал основным композитом для производства головного мозга. Посмотрите на шесть камер сгорания. Оба блока и головка должны иметь идеально плоские посадочные поверхности. Головной узел на блоке выполнен на металлопластичном соединении. Соединение имеет монтажное положение, которое должно выполняться, но в целом они позволяют устанавливать только в одном положении, в дополнение к блоку, имеющему направляющий штифт для монтажа.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является , а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Замена седла клапана своими руками
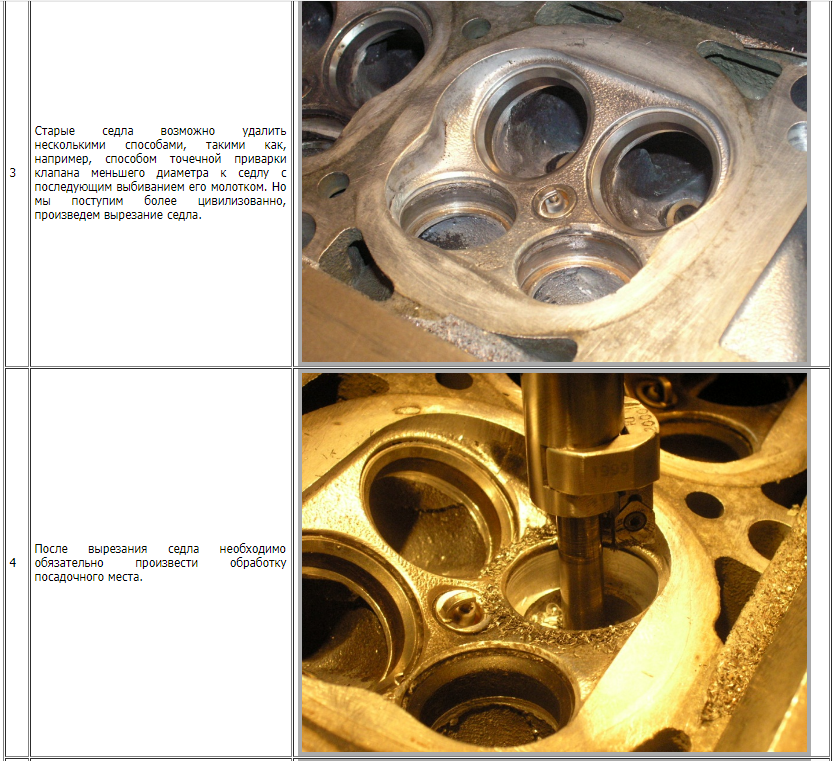
Замена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Старое вставное седло удаляется разными способами. Его можно выщелкнуть из посадочного гнезда, поддев маленькой монтировкой. Иногда для облегчения этой операции старое седло растачивают, чтобы сделать его более податливым. Будьте осторожны — растачивая седло, не повредите само посадочное гнездо. Иногда для удаления съемных седел используется съемник с раздвижными крючкообразными захватами. Еще один способ описан в заметке хитрый прием, облегчающий удаление вставного седла. Перед установкой нового, ремонтного, седла, которое имеет больший диаметр, посадочное гнездо необходимо очистить. Ремонтные вставные седла садятся в посадочное гнездо с натягом в 0,002-0,003 дюйма (0,05-0,07 мм). Очистка и доработка посадочных гнезд под ремонтные седла осуществляется на том же оборудовании, которое используется для замены встроенных седел клапанов вставными седлами — оно описывается в следующем параграфе.
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
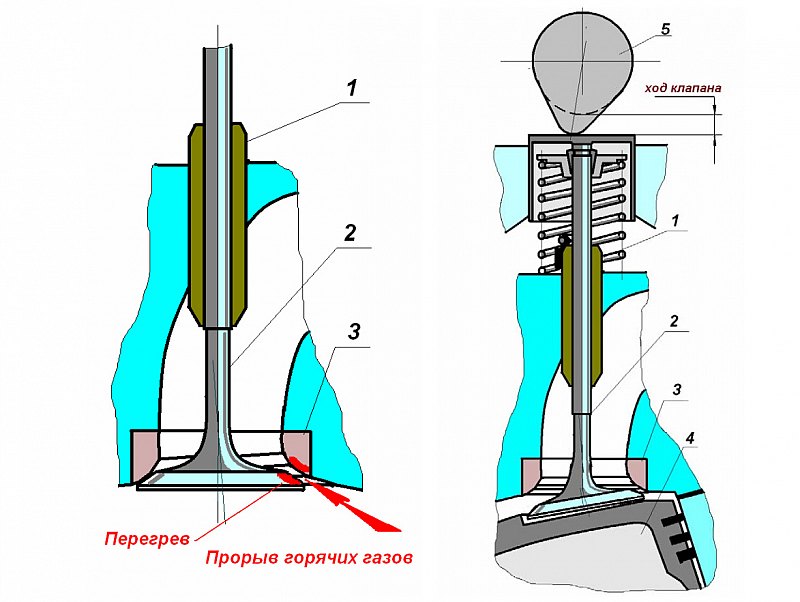
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
![]()
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.
![]()
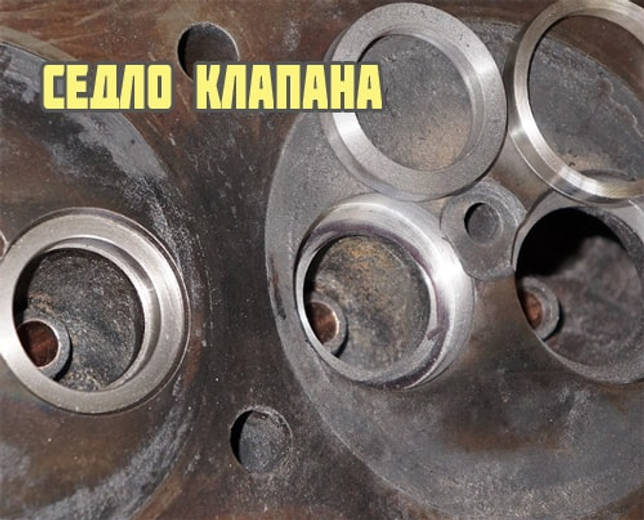
В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.




То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.
![]()
Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
https://youtube.com/watch?v=5me80XUJB0A
https://youtube.com/watch?v=MOss4kAHd00
https://youtube.com/watch?v=mY0XH0ISaOE
Конструктивные особенности арматуры
В конструкцию предохранительных клапанов входит два основных компонента: запорный орган и задатчик. Запорный орган состоит из специального затвора и седла. В качестве задатчика используют рычажно-грузовой или пружинный механизм, который обеспечивает движение затвора.
Типичный пружинный клапан прямого действия представляет собой запорную арматуру, состоящий из корпуса, затвора, седла, сильфона и специального винта для настройки силы прижатия золотника к седлу. В предохранительных клапанах давлению среды противодействует воздействие сжатой пружины. В зависимости от упругости пружинного механизма определяется рабочий диапазон режима настройки устройства. За счет надежной конструкции и простоты конструкции арматура применяется в различных инженерных системах и промышленных установках малой мощности.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
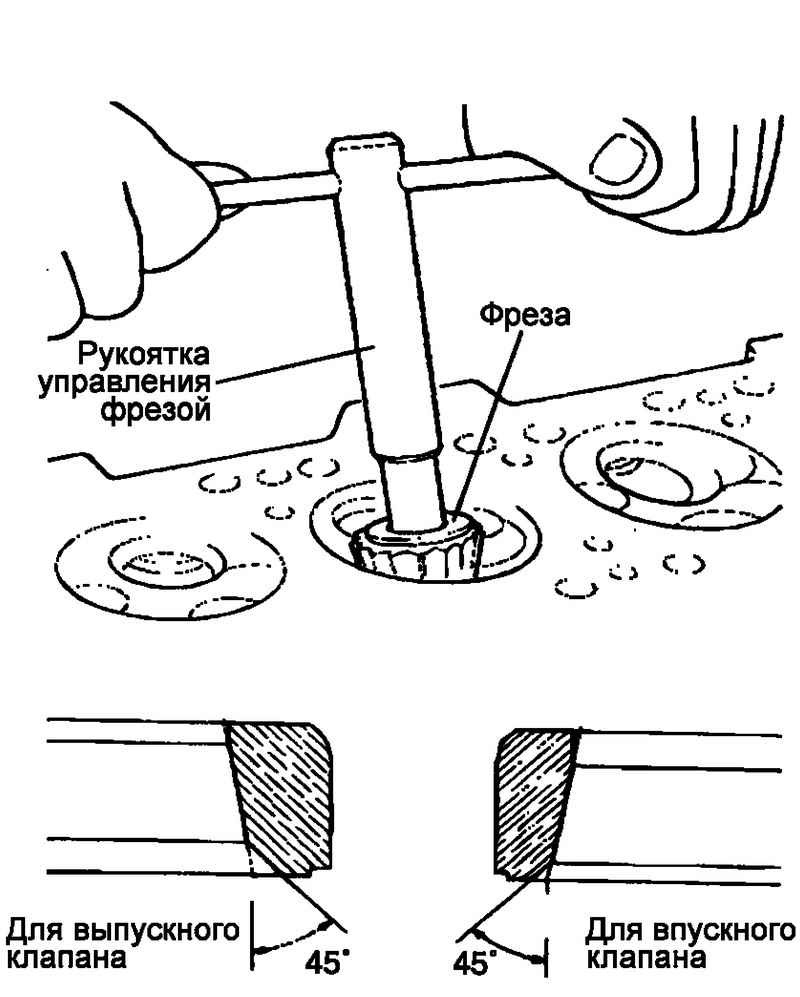
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. ![]()
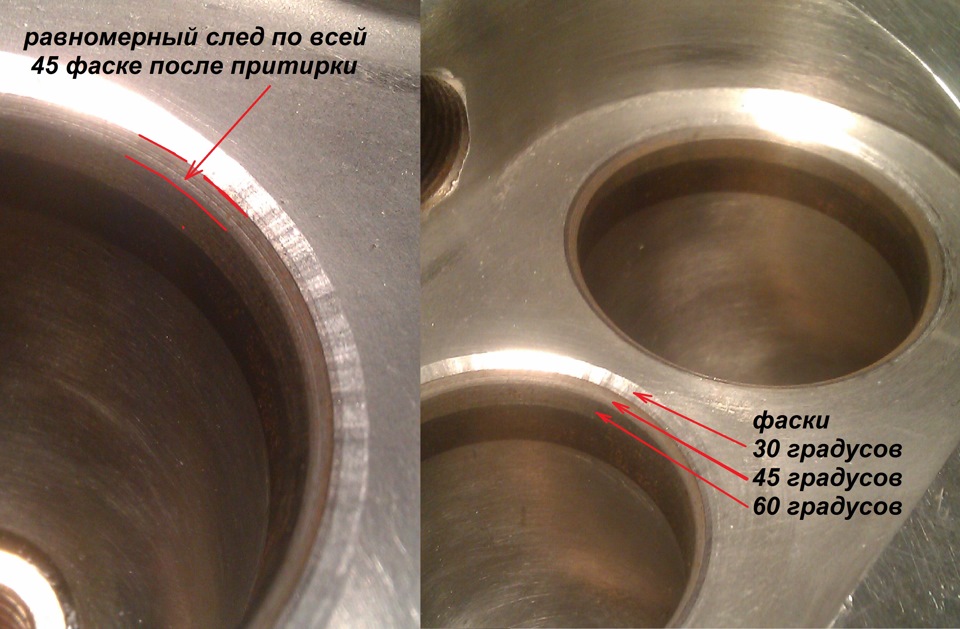
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели. » alt=»»> Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.



